今天采用滾削機(jī)床使得既精工又省時(shí)地制造螺桿式空壓機(jī)成為可能。但重要的是,螺桿的型線必須是可用滾削方法加工的才行。 螺桿的材料可采用球墨鑄鐵、碳鋼、不銹鋼、 青銅等。 現(xiàn)時(shí)干式壓縮機(jī)的轉(zhuǎn)子表面也有用聚四氟乙烯噴鍍的。
一般趨勢是加工精度愈來愈高, 殼體與轉(zhuǎn)子間的間隙愈來愈小。 把軸承從轉(zhuǎn)子的吸氣端移到排氣端去,可以減小轉(zhuǎn)子排氣端的端面間隙。 因?yàn)樵谶@種結(jié)構(gòu)中,轉(zhuǎn)子的熱膨脹對端面間隙沒有影響。這樣做因而增大了的吸氣端的端面問隙對機(jī)器的效率而言并不重要
提高噴油式螺桿空壓機(jī)的效率的研究分幾方面進(jìn)行。包括噴油冷卻的J機(jī)器在內(nèi),采用較小的級壓縮比,將單級改為兩級。這類機(jī)器-般沒有中間冷卻。由于轉(zhuǎn)子齒槽間的壓差較小。通過寸噴油,轉(zhuǎn)子圓周速度"下獲得較好的密封。這種機(jī)器的缺點(diǎn)是為提高效率所付出的代價(jià)太大。
把單級和兩級噴油冷卻的螺桿式空壓機(jī),在同樣的吸入和壓縮情況下和同樣的排量下加以比較得出兩級壓縮機(jī)組比功率(即每m8/min的排氣量所耗的功率kW)約提高了7~8%。在可比功率數(shù)值下,兩級的噴油冷卻螺桿空壓機(jī)可達(dá)到兩級干轉(zhuǎn)子機(jī)器所有的同等的效率。
1。 齒型研究
單位壓送氣體容積的泄漏量愈小, 則齒型愈佳。 結(jié)構(gòu)參數(shù)如齒數(shù)、 扭角、轉(zhuǎn)子長度和轉(zhuǎn)子直徑, 都對泄漏間隙面積與齒槽容積的比值不影響。因此選擇這些參數(shù)時(shí),力爭在考慮到次要條件, 如轉(zhuǎn)子的撓度等的情況下,能達(dá)到螺齒密封程度。
2, 考慮到改善效率的其它齒型的研究
非對稱的SRM齒型是對稱齒型的修改形成。但眾所周知,除此之外還有很多齒型也適用于螺桿式空壓機(jī)。除了今天用得最多的非對稱型SRM齒型之外,可舉出凱撒公司的西格瑪齒型。這種齒型能很好地滾削加工,此外還有很高的效率。
3 、噴油冷卻螺桿空壓機(jī)運(yùn)轉(zhuǎn)參數(shù)的化研究噴油式螺桿壓縮機(jī)的最重要的運(yùn)轉(zhuǎn)參數(shù)是轉(zhuǎn)子的轉(zhuǎn)速、噴入的油量和油的種類、壓縮終溫和壓縮終壓。所有這些量都對機(jī)器的效率有影響。 考慮到機(jī)器的效率而求取這些參數(shù)的組合,則可在成本花費(fèi)不大的情況下獲得效率的提高。
4。 附帶的措施在這里可舉出利用冷卻油所帶出的壓縮熱量用來取暖的研究和今天愈來愈顯得重要的對螺桿式空壓機(jī)采取隔聲措施的研究。對于小型的及中型的移動(dòng)空壓機(jī)采用隔聲罩殼,在離開機(jī)器1米的地方測量,已經(jīng)能使噪聲水平降至60dBa
基于它有這樣的優(yōu)點(diǎn),螺桿式空壓機(jī)已逐漸地占據(jù)了活塞式空壓機(jī)的市場。 價(jià)格便宜、結(jié)構(gòu)簡單、強(qiáng)固的噴油冷卻的空氣壓縮機(jī)的生產(chǎn)量最大,因?yàn)樵诩s85%的使用場合,都不需要壓縮空氣中完全不含油分,反之,工作的壓縮空氣中有些少量油分反而有好處。
從1960年到1975年,螺桿式空壓機(jī)的產(chǎn)量增加了30倍。 今天螺桿空壓機(jī)產(chǎn)量占所有壓縮機(jī)生產(chǎn)總量的25%以上。
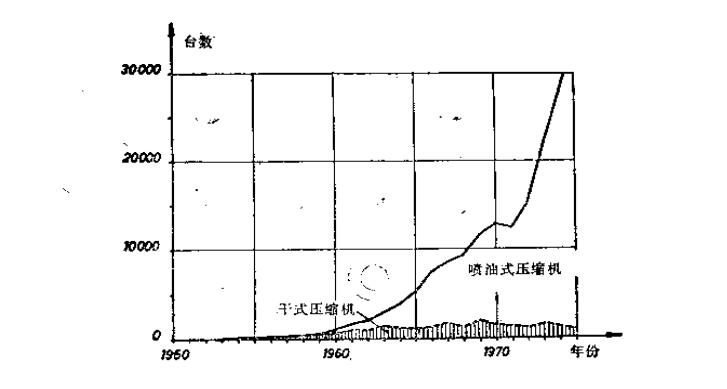
上圖十分清楚地表明, 在近15年內(nèi)螺桿式空壓機(jī)生產(chǎn)臺(tái)數(shù)的迅速增長情況,其中尤以噴油冷卻的空氣壓縮機(jī)及制冷壓縮機(jī)發(fā)展最快,而干式螺桿空壓機(jī)的產(chǎn)量則基本上保持不變。
